

Jewellery is more than an accessory, it’s a reflection of style, craftsmanship, and emotion. Whether it’s a gold necklace, brass pendant, fashion bracelet, or zinc alloy ornament, consumers expect pieces
Continue reading
Jewellery is more than an accessory, it’s a reflection of style, craftsmanship, and emotion. Whether it’s a gold necklace, brass pendant, fashion bracelet, or zinc alloy ornament, consumers expect pieces
Continue reading
In modern interiors and lifestyle products, appearance alone is not enough. Surfaces must look premium, remain durable, resist wear, and perform reliably over time. This is where spray lacquers play
Continue reading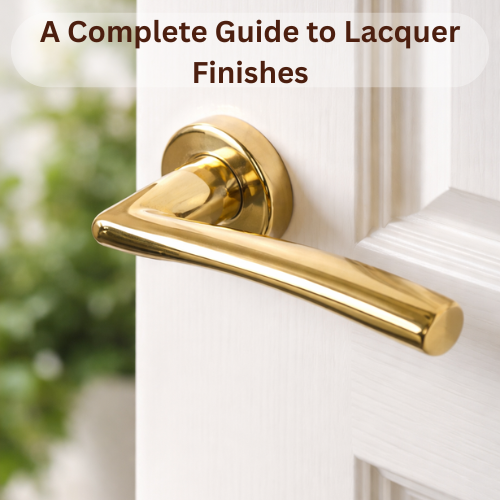
In today’s competitive manufacturing and design landscape, surface finishing is no longer just about making products look good. It is about protection, performance, durability, consistency, and sustainability. This is where
Continue reading
GEOMET® Chrome-Free High-Performance Corrosion Resistant Technology Used in the Automotive Industry Corrosion protection is critical in the automotive industry, where components constantly face moisture, road salt, heat, chemicals, and mechanical
Continue reading
The aerospace industry demands materials that can survive extreme environments while maintaining structural integrity, dimensional stability, and long-term reliability. Aluminium and its alloys are widely used because of their excellent
Continue reading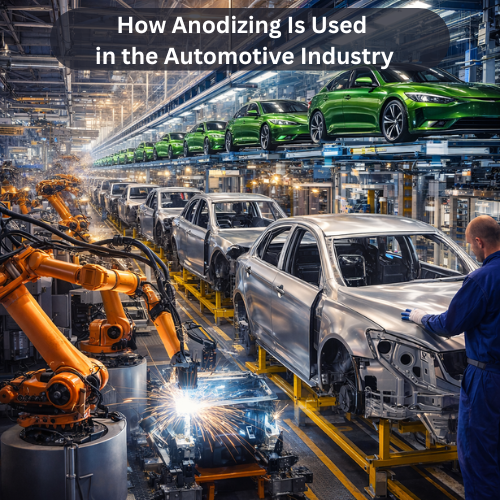
The automotive industry is undergoing a major material transformation driven by stricter emission norms, electrification, light weight requirements, and long-term durability expectations. Among surface engineering technologies, anodizing of aluminium has
Continue reading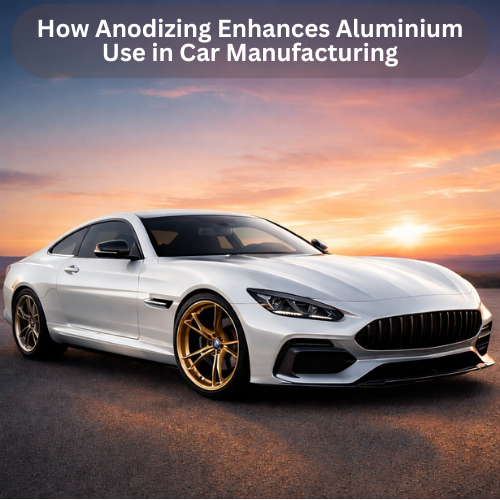
The automotive industry is shifting rapidly towards lighter, more efficient, and more sustainable materials. Anodized aluminium has emerged as a key technology in car manufacturing because it offers a rare
Continue reading
Applications of the Colouring Process in Anodizing Aluminium Aluminium is one of the most versatile and widely used metals across industries—from aerospace to consumer goods. One process that significantly enhances
Continue reading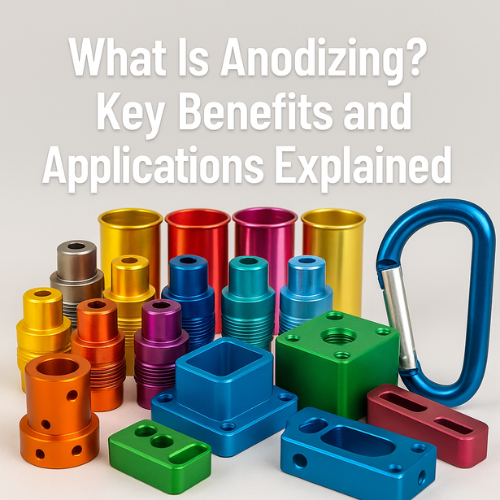
Introduction Anodizing is an advanced electrochemical process that enhances the surface properties of metals, especially aluminium by forming a controlled oxide layer. This protective coating improves corrosion resistance, surface hardness,
Continue reading
Solar energy is revolutionizing the global power landscape — and at the heart of every photovoltaic (PV) system lies a framework of engineered materials designed for efficiency, durability, and sustainability.
Continue readingCall Us Now
Phone: +91 22 66993000
Send a Message
Support: corporatecommunications@growel.com
Main Office
Growel Corporate, Akurli Road, Kandivli (E),
Mumbai - 400 101, Maharashtra, India
Grauer & Weil (India) Limited © 2022.